

 有壶友提议我介绍下制壶工具,其实关于工具的介绍资料已经很多,既啰嗦又没什么技术含量,所以很少有人详细介绍。
有壶友提议我介绍下制壶工具,其实关于工具的介绍资料已经很多,既啰嗦又没什么技术含量,所以很少有人详细介绍。
本文陈壶结合工艺方法对这些主要工具进行介绍,并附上高清图片,有助于大家对于制壶过程以及成型工艺及其成品特点进行介绍。
关于紫砂壶的制作方式,主要有手工、拉坯、注浆、车制等方法。
手工,又分全手工和半手工,车制,又分辘轳车制和机器车制。全手工,也有“空手道”之俗称。其实,制壶肯定需要借助工具,制作方法,主要讲的是成型,壶从泥巴到生坯,需要很多环节,每种成型方法,都要经过一些共同的环节,比如精修。
壶,是先做出零件,主要是壶身、盖(包括的子,也就是淋壶盖的钮)、流、把,然后再组装,最后精修。这些零件都不借助模具(不是工具)成型,才称得上全手工壶。
现在已经很少有每一个部分都是全手工制作的壶了,否则,不仅无法制作,而且会因为各不一样产生很多麻烦。
 ▲半手工模具
▲半手工模具
三弯流,就必须用石膏模具“浇”出来,何道洪胖流、胖把风格的壶,流和把也必须用石膏模具浇出来,只不过浇的方法不同。
真正意义的全手工,也叫捏塑,但不借助任何工具捏塑出来的作品,肯定没有人要,因为实在看不得。
本文陈壶按照制作流程的线索,对主要工具进行介绍。
一、基础工具:泥凳、搭子、拍子、转盘、切泥的刀、切泥片的矩车等
泥凳,就是制壶的工作台。早期的工作台很简单,一块厚木板,四个腿,看起来像一个木凳,故名。现在的泥凳除了木头的,还有大理石、电木(木屑加胶挤压成)板。木凳,有的纹路清晰,有的则不清晰。大理石和电木,则没有任何纹路。
有人用壶内壁是否有木纹来判断是否为全手制作,这种方法并不完全可靠。木凳的纹路,泥会嵌在里面,泥条会难拿一些,所以有人喜欢用大理石、电工木的泥凳。用这样泥凳制作的全手工壶,内壁也不会有木纹。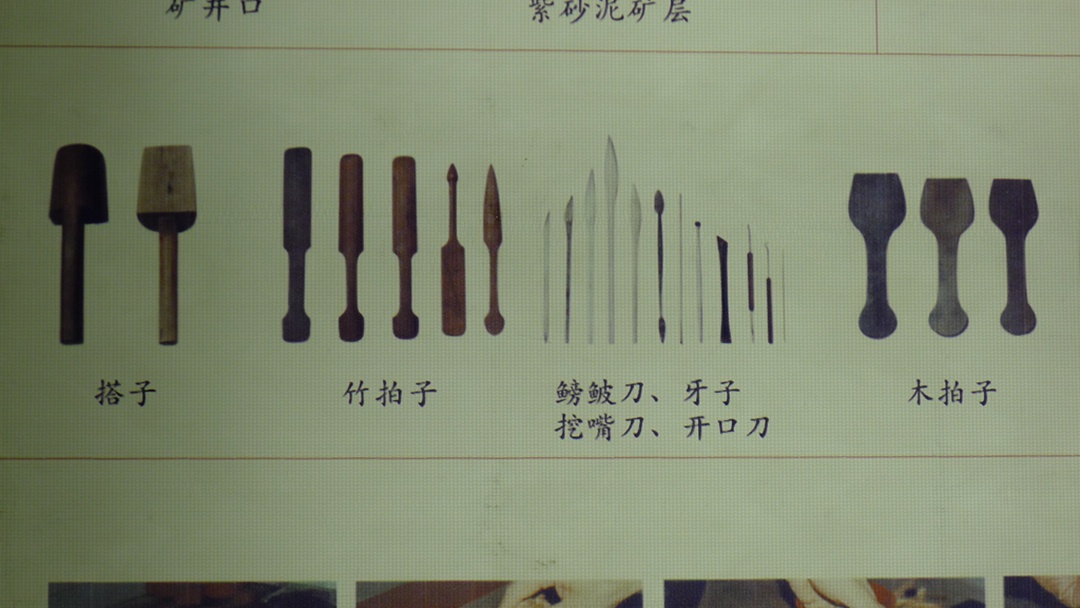 搭子,就是直炳的木捶,一面微有弧度,一面呈半圆型。半圆面,用于捶泥,弧度大,有利于泥的延展。微弧面,用于拍泥条。拍泥条的面,必须微有弧度,拍过泥条的人,会理解为何。
搭子,就是直炳的木捶,一面微有弧度,一面呈半圆型。半圆面,用于捶泥,弧度大,有利于泥的延展。微弧面,用于拍泥条。拍泥条的面,必须微有弧度,拍过泥条的人,会理解为何。
拍子,又分木拍子和竹拍子。木拍子和烹饪用的木铲差不多,只是直的,用于拍打身桶。竹拍子,有弧度,用于拍有弧度的部分,比如壶肩。无论是全手还是半手,都必须拍身筒,只不过全手需要身桶拍得必须到位,这就有很大的技术含量了,全手工壶的工艺价值,就在这个环节。半手的身桶,差不多就成,大小基本能放进模具即可,不需要太多的技术,不需要动脑子,所以做模具壶的人很多。
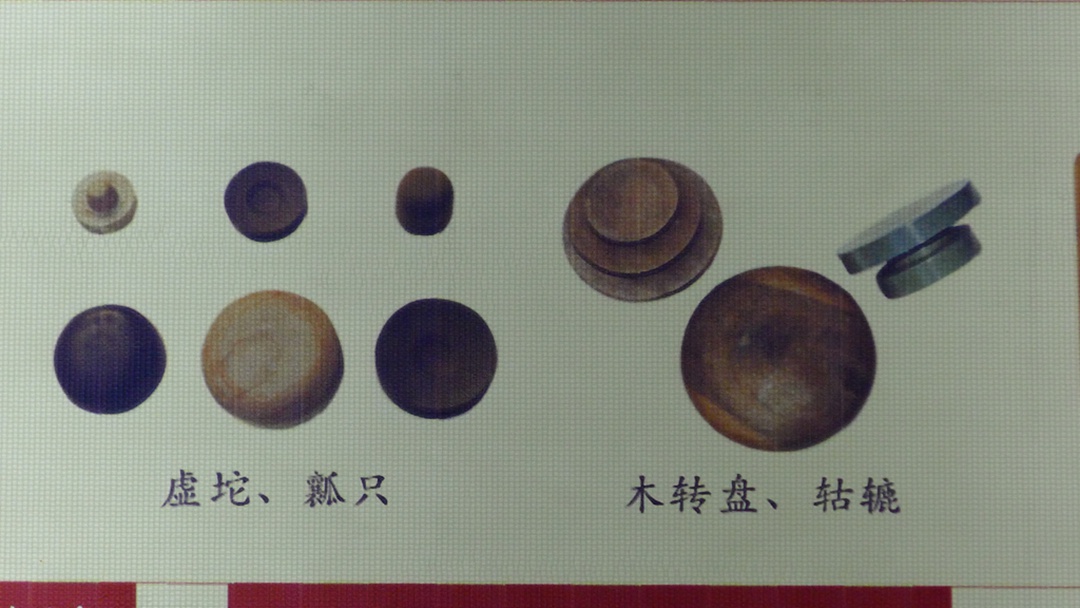
转盘,所有的圆器都需要用。以前,是小半圆的木疙瘩,现在则有铁、白铁、和不锈钢的。铁的能吸上固定泥坯的高磁钉,但容易生锈。
切刀,也有切泥条的和开口用的刀,开口用的刀“肚子”大。切刀,也有双刀的,为的是泥条切得一样宽。
矩车,和圆规差不多,只不过一边是固定转轴,一边是刀。
二、成型工具
全手工的壶是拍打成型,不用模具成型,辘轳车制,也不用定型模具,半手、注浆、车制,则必须借助定型模具。现在的定型模具,都是石膏浇出来的,这种方法是1957年景德镇来的两个师傅教给工艺厂的,以前,则是木制或陶制的。
石膏吸水性很好,石膏模具的出现,是紫砂壶制作工艺的里程碑事件。仿全手壶的定型模具和纯半手的壶定型模具差不多,区别就是结构有些不同,高仿和低仿的模具也有些差异,这些差异主要是分拆的地方不一样。 ▲机车及模具
▲机车及模具 ▲机压及其模具
▲机压及其模具 ▲注浆壶石膏模具
▲注浆壶石膏模具
三、定型工具
成型了,还需要精修,我称其为定型。定型工具,主要是篦子和线杠(也叫线梗)。
篦子,是身桶的定型工具,一般是全手工的壶才需要。篦子,都是竹子做的,形状就是快板书的快板,端头做出来弧度和角度,拍好的身桶,还不规制,需要用篦子篦。半手工的壶,身桶完全靠模具定型,不再需要定型,所以制作半手壶的人工作台你一般看不到竹篦子,但是有时候追求形制完美还是会用到!
圆器,都有弧度,而且还要有子母线、壶脚,这些,则都需要用线杠定型。严格说,线杠也是模具,是定型的模具。严格说,不同的弧线,要用不同的线杠定型,这样的壶做出来才会精致、规制。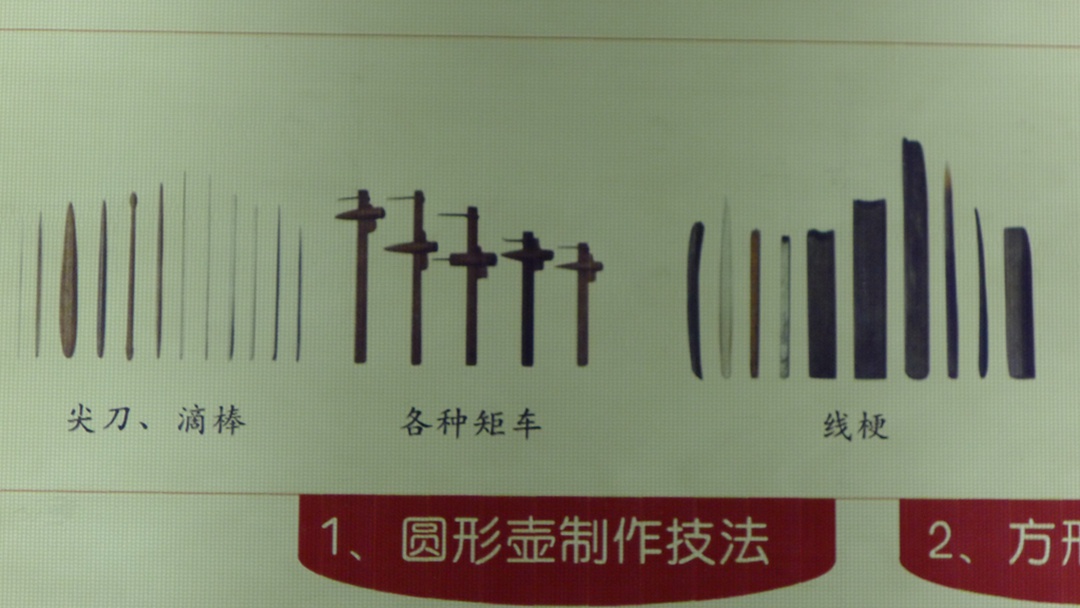 顾景舟是最强调工具的,他强调的就是这个工具。他要求他的徒弟必须自己制作线杠,因为线杠不仅重要,而且很“个性化”。很多人要求按照自己的容量要求订壶,一般壶艺人不会答应你,除非你数量多,就是因为线杠。
顾景舟是最强调工具的,他强调的就是这个工具。他要求他的徒弟必须自己制作线杠,因为线杠不仅重要,而且很“个性化”。很多人要求按照自己的容量要求订壶,一般壶艺人不会答应你,除非你数量多,就是因为线杠。
容量变了,大小变了,线杠也就需要变,没人会为了你的一两把壶单独制作线杠。你们可以研究下,圆器,一把壶,有多少不同的弧度,顾景舟与其他壶艺人不同的是,每一个弧度,他都单独做一个线杠,所以他的壶器型端正,弧度过渡自然流畅。
严格说,全手工的壶,不同的弧度也要不同的竹篦子,但现在的壶艺人都是用通用的竹篦子。
四、特殊工具
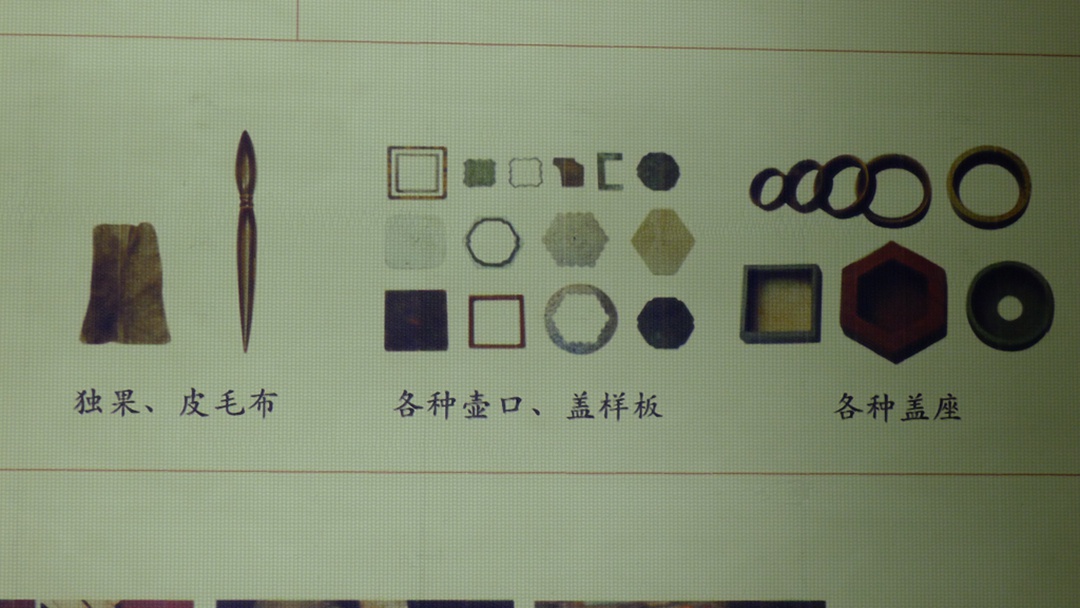
一些特殊部位的制作和处理,必须借助特殊工具,比如挖孔的工具,规制壶口的工具、掇嘴鋬的工具、挖流孔的工具、半手壶推墙刮底的工具。
五、精修工具
主要是压坯工具和光坯工具。泥条比较疏松,必须进行处理,否则经过干坯和烧制收缩,就会出现痕迹。处理方法,就是用扁的不锈钢棒压,叫压泥门。然后,就是用牛角片(现在也有塑料板的)做的明针光坯。
明针的作用有三:1、压颗粒。2、篦浆。3、光坯。有的壶,流和把的根部能看到修坯的纹路,这是缺少了一个工序:皮子“包”。就是把光滑的皮革包在竹棍或金属棍上抹平掇嘴鋬的纹路。
紫砂壶的工好不好,从做工来说(还有泥料的因素),工夫主要就在这里。精修是细活,很需要时间的,做壶时间的变量,主要就是精修。对泥料干湿度、泥性的掌握、明针熟练程度、明针次数,都是影响明针效果不可忽视的变量因素。
制壶有一个特殊的工艺流程,不了解这些流程,就不可能掌握成型方法的工艺特征,就更谈不上具有鉴别成型方法的能力了。以上知识整理于网络,版权归原作者所有,欢迎大家分享。
⋈延伸阅读——容易被忽视的紫砂明针功夫
 加掌柜微信
加掌柜微信
 逛淘宝店铺
逛淘宝店铺
 看陈壶视频
看陈壶视频